НИИК-483
Координатная измерительная система с ЧПУ НИИК-483
Назначение: измерительная система предназначена преимущественно для измерения линейно-угловых параметров высокоточных деталей и инструментов (тел вращения со сложнопрофильными поверхностями) с диапазоном контролируемых диаметров от 40 до 280 мм:
-
резьбовых и гладких калибров (колец, пробок);
-
зубчатых колёс (валковых, насадных) внутреннего и наружного зацепления;
-
режущих инструментов различных типов и компоновок: червячных фрез, долбяков, шеверов и т.д.
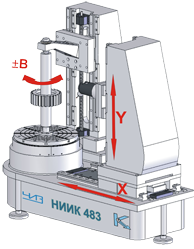
В базовом исполнении НИИК-483 является трёхкоординатной
измерительной системой (линейные координаты Х, Y, Z и угловая координата В).
Все узлы и части измерительной системы смонтированы на литом чугунном основании
(возможен вариант использования специальной станины из композиционного материала
на гранитной основе со стальным армированием).
Основные технические характеристики:
|
Рабочие перемещения кареток, мм |
|
|
Продольное Х, мм |
250 |
|
Вертикальное Y, мм |
300 |
|
Вращение стола, град |
360 |
|
Диаметр поворотного стола, мм |
300 |
|
Дискретность линейных преобразователей Renishaw, мкм |
0,05 |
|
Дискретность углового преобразователя Renishaw, угловые секнды |
0,2 |
|
Допуск перпендикулярности плоскости стола ходу измерительной каретки (в вертикальной плоскости - ось Y), мм |
0,0015 |
|
Допуск параллельности плоскости стола ходу измерительной каретки (в горизонтальной плоскости - ось X), мм |
0,0015 |
|
Габаритные размеры без учета управляюще-вычислительного комплекса(УВК), мм |
1200х800х800 |
|
Примерная масса, кг |
700 |
|
Нормируемая погрешность измерения (±2 σ), мм |
±0,002 |
В центре
основания расположен поворотный стол, оснащённый вертикальным центром для
базирования деталей, установленных на оправке, либо центрирующим устройством для
установки резьбовых и гладких калибров. Вращение стола обеспечивается за счёт
поворотного (синхронного) двигателя, расположенного под столом в нижней части
основания. Справа на основании расположена подвижная каретка с колонной. Каретка
установлена на прецизионных шариковых направляющих. Продольное перемещение
каретки по оси Х осуществляется за счет синхронного линейного двигателя Siemens.
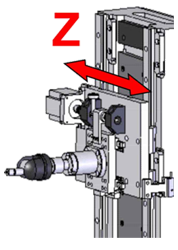
На колонне установлены прецизионные направляющие с измерительной кареткой для
вертикальных перемещений по оси Y. Измерительная каретка несёт на себе тригерную
контактную измерительную головку со сменными измерительными наконечниками.
Двухкоординатный поворотный шарнир обеспечивает изменение положения
измерительной головки в рабочей зоне в зависимости от типа контролируемого
изделия. Измерительная каретка перемещается с помощью синхронного линейного
двигателя Siemens.
Отсчёт линейных и угловых перемещений осуществляется по соответствующим
высокоточным преобразователям Renishaw.
Контроль насадных деталей может производиться как с
непосредственной установкой на поворотный стол, так и в центровых оправках. При
этом оправки заказываются дополнительно.
Для базирования в центрах оправок с измеряемыми деталями поворотный стол
оснащается нижним центром и поводковым устройством. Бабка с верхним центром
установлена на дополнительной боковой колонне. Перемещение каретки с бабкой
обеспечивается электромеханическим приводом с ручным управлением.
Управление линейными перемещениями измерительной головки и поворотом стола в
автоматическом цикле и режиме наладки обеспечивается с помощью универсального
программного обеспечения ТЕХНОкоорд™.
Состав управляющего вычислительного комплекса:
-
система управления Siemens;
-
персональный компьютер;
-
набор интерфейсных соединений;
-
выносной пульт управления;
-
программного обеспечения ТЕХНОкоорд™.
Программное обеспечение ТЕХНОкоорд™ позволяет:
-
управлять измерительной системой НИИК – 483 в ручном и автоматическом режиме;
-
обеспечивать работу системы как в online режиме (реальные измерения), так и в offline режиме симуляции по CAD-модели (который позволяет экономить время и ресурсы);
-
за счет удобного графического интерфейса значительно упрощаются процессы программирования циклов измерения, анализа информации и проведения необходимых расчётов, а также формирования отчетов о результатах контроля в простой и наглядной форме.
На сегодняшний день программное обеспечение для координатно-измерительной системы НИИК-483 ТЕХНОкоорд™ может обеспечить измерения следующих параметров деталей и инструментов со сложнопрофильными поверхностями:
Детали и режущий инструмент с эвольвентными поверхностями (зубчатые колёса, шевера, долбяки и др.):
Для контроля кинематической точности выбран комплекс, состоящий из:
радиального биения зубчатого венца (радиальная составляющая);
колебания длины общей нормали (тангенциальная составляющая).
Для контроля норм плавности:
отклонения шага;
погрешность профиля.
Для контроля норм контакта зубьев:
отклонения направления зубьев
Для норм бокового зазора:
отклонения длины общей нормали.
Резьбовые калибры (в т.ч. нефтегазового сортамента). Для проведения полного анализа годности резьбового калибра производятся расчёты:
-
среднего диаметра резьбового калибра в основной плоскости (для калибров с треугольным профилем);
-
наружного и внутреннего диаметра резьбового калибра в основной плоскости (для калибров с трапецеидальным профилем);
-
шага резьбы;
-
конусности по среднему диаметру для наружной (внутренней) резьбы с треугольным профилем;
-
конусности по внутреннему диаметру для наружной (внутренней) резьбы с трапецеидальным профилем;
-
перпендикулярность базового торца к оси резьбовой поверхности;
-
угол конуса резьбовой поверхности;
Для контроля параметров червячных фрез производятся следующие расчеты:
-
радиальное биение по наружному диаметру фрезы;
-
наибольшая разность соседних окружных шагов;
-
накопленная погрешность окружного шага;
-
передний угол;
-
угол наклона стружечных канавок;
-
отклонение направления стружечных канавок;
-
высота зуба;
-
осевой шаг.
* В зависимости от номенклатуры Заказчика количество контролируемых параметров может быть увеличено.
Сделать заказ и запросить дополнительную информацию по НИИК-483 Вы можете здесь.
Назад