КЛАРНЕТ-КРОНА
Устройство ввода химреагентов КЛАРНЕТ-КРОНА

Область применения
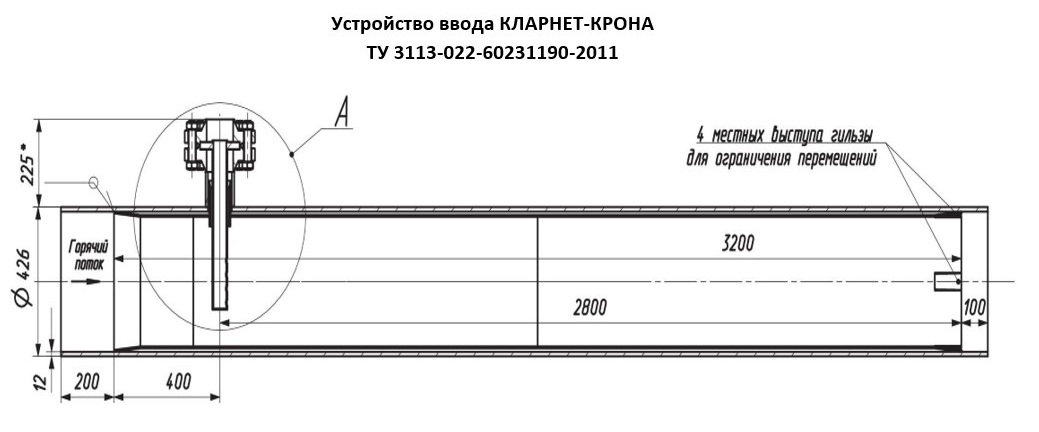
Устройство ввода «Кларнет» «КРОНА» предназначенное для монтажа на установке «Гидроочистки/депарафинизации дизельного топлива» (ГО/ДП ДТ) и смешения потоков перед АВО (аппарат воздушного охлаждения) для удаления солей аммония отлагающихся в трубках АВО.
Устройство ввода «кларнет» разработано таким образом, что выходные отверстия расположены внутри полости оси трубопровода горячего потока.
Основные характеристики устройства КЛАРНЕТ:| Наименование параметра | Показатели |
|---|---|
| Горячий поток (верхний продукт; например, углеводороды) | |
| - рабочие показатели: | |
| температура, Т, 0C | 194 |
| давление, Р, МПа | 0,96 |
| - расчетные показатели: | |
| температура, Т, 0C | 300 |
| давление, Р, МПа | 1,25 |
| Холодный поток (например, питательная вода) | |
| - рабочие показатели: | |
| температура, Т, 0C | 105 |
| давление, Р, МПа | 1,4 |
| - расчетные показатели: | |
| температура, Т, 0C | 115 |
| давление, Р, МПа | 1,75 |
| Габаритные размеры * | по требованию заказчика |
| - диаметр основного трубопровода, мм. | по требованию заказчика |
| -длина устройства ввода «кларнет», мм. | по требованию заказчика 426 |
| Средний срок службы, лет | 12 |
| Характеристика среды верхней отпарной колонны: | |
| - группа и категория взрывоопасности по ГОСТ 33569 | Аб, I |
| - класс опасности вредных веществ по ГОСТ 12.1.007 | З |
| - группа рабочей среды по ТР ТС 032/2013 | 1Г |
Климатические условия эксплуатации:
- в летнее время максимальная температура воздуха +400С;
- в зимнее время максимальная температура воздуха от - 490С (средняя температура
наиболее холодной пятидневки - 370С).
«Устройство ввода «КЛАРНЕТ-КРОНА», ТУ 3113-022-60231190-2011 », где
Устройство ввода «КЛАРНЕТ-КРОНА»— наименование изделия;
ТУ 3113-022-60231190-2011— номер настоящих ТУ.
Данное устройство применяется на установке «Гидроочистки/депарафинизации
дизельного топлива» (ГО/ДП ДТ).
Внутри устройства происходит смешение двух потоков:
-горячий поток (верхний продукт; например, углеводороды);
-холодный поток (например, питательная вода).
Характеристики потоков указаны в таблице 1.
Смешение потоков происходит перед АВО (аппарат воздушного охлаждения) для
удаления солей аммония отлагающихся в трубках АВО.
Меры безопасности.
Устройство не является источником опасных и вредных факторов.
Безопасность при эксплуатации устройства обеспечивается его конструкцией при
условии соблюдения потребителем требований ГОСТ 12.2.003, ПБ-03-585, настоящих
технических условий.
Работы по погрузке и разгрузке устройства должны выполняться в соответствии с
требованиями ГОСТ 12.3.009.
Для обеспечения безопасности труда, облегчения управления производственными
процессами с целью быстрого определения содержимого наносят опознавательную
окраску и предупреждающие знаки на устройство в соответствии с ГОСТ 14202.
Монтаж.
Перед проведением работ трубопровод должен быть освобожден от нефти, конденсата
и газа, продут паром или инертным газом. Температура трубопровода должна быть не
выше 30 °C.
Участок трубопровода должен быть отключен задвижками и заглушками от других
трубопроводов, аппаратов и оборудования.
Перед началом сварки или газовой резки должна проводиться проверка воздуха на
загазованность. Объемная доля газа в воздухе не должна превышать 20% нижнего
предела воспламеняемости или ПДК продукта. Пробы должны отбираться в наиболее
плохо вентилируемых местах.
Сварочные работы должны выполнять сварщики или операторы сварки, которые
аттестованы.
Должен быть обеспечен свободный доступ к сварным швам для обнаружения
несоответствий, установления причин возникновения дефектов и возможности их
устранения.
Сварка устройства производится в соответствии с технологической документацией.
Отклонение от перпендикулярности обработанного под сварку торца трубы
относительно образующей не должно быть более:
0,5 мм - для DN до 65 мм;
1,0 мм - для DN свыше 65 до 100 мм;
1,5 мм - для DN свыше 100 до 500 мм, где DN — условный проход.
Подготовленные под сварку кромки труб и других элементов, а также прилегающие к
ним участки по внутренней и наружной поверхностям шириной не менее 20 мм должны
быть очищены от ржавчины и загрязнений до металлического блеска и обезжирены.
Сборка стыков труб под сварку должна производиться с использованием центровочных
приспособлений, обеспечивающих требуемую соосность труб и равномерный зазор по
всей окружности стыка, а также с помощью прихваток или привариваемых на
расстоянии 50 - 70 мм от торца труб временных технологических креплений.
Технологические крепления должны быть изготовлены из стали того же класса, что и
свариваемые трубы.
Сделать заказ и запросить дополнительную информацию по КЛАРНЕТ-КРОНА Вы можете здесь.
Назад